

The Role of MES in Manufacturing Operations Transformation
Written by Michael Schwarz, Senior Product Marketing Manager, AVEVA
What was originally about replacing paper and providing information access in near real time, is today evolving as part of the new operational architecture and the fourth industrial revolution. Concepts like the digital twin and the transformation of work are increasingly becoming the tools to deliver the improvements to operational efficiency that drive the business outcomes manufacturers need from their plants.
Digital Twin of the Manufacturing Plant
MES plays a central role in this. As machines become increasing smart as the “things” in the IIoT, MES federates those machines with other connected assets in a digital representation of the plant – changing this collection of “smart” machines into the “smart” factory. This is the evolving role of the digital twin, a solution that ties together all the data from across all the assets in the plant and filters and contextualizes it to manage the entire operation.
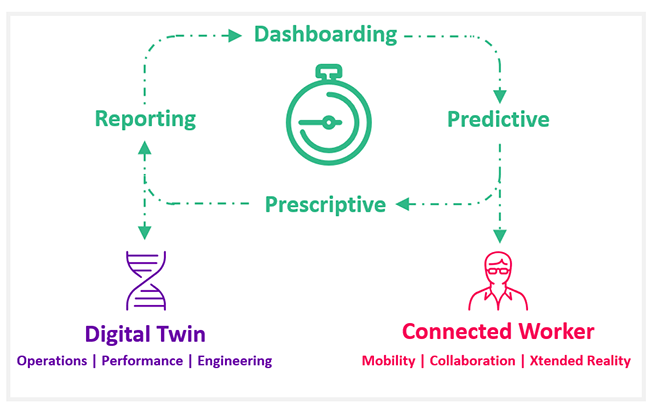
This 360-degree view encompasses the entire operation, joining operational, maintenance and engineering data, along the artificial intelligence and machine learning to deliver the next level of benefits though solutions like predictive analytics and prescriptive planning and scheduling.
Multi-site Transformation
MES is the key enabler of the smart plant and when implemented across multiple sites it enables:
- Business-wide scorecards and consistent KPIs for transparency
- A consistent, documented approach to regulatory compliance
- A connected enterprise for accessibility of information anywhere and anytime
Multi-site operations transformation provides a homogenous view of operations that is not only more efficient, but that can support the new business models, product and customer engagement that digital transformation is enabling at the business level.
Start your Manufacturing Operations Transformation
Interested in standardization of processes, reporting and KPIs across a multi-site business?
Looking to harmonize your manufacturing network, allowing a more agile and resilient supply chain in response to the covid disruption?
Would you like to empower operators and decision makers to make sense of operational data, to collaborate, to share best practices and establish an operational excellence, lean and continuous improvement culture?